Elektrodrążarka. Nowe możliwości precyzyjnej obróbki.
Nowe możliwości precyzyjnej obróbki - elektrodrążarka drutowa SC550 w naszym Centrum Badawczo-Rozwojowym AMTH
Z radością informujemy o kolejnym kroku w rozwoju zaplecza technologicznego Hydropress Hydraulika Siłowa. Do parku maszynowego naszego centrum badawczo-rozwojowego AMTH w Rumi dołączyła nowoczesna elektrodrążarka drutowa SC550,
która znacząco rozszerza nasze możliwości w zakresie precyzyjnej obróbki metali.
Jak działa elektrodrążarka?
Obróbka elektroerozyjna, znana również jako elektrodrążenie (EDM – Electrical Discharge Machining), to metoda, która pozwala na precyzyjne usuwanie nadmiaru materiału przy użyciu wyładowań elektrycznych.
Dzięki temu możliwe jest kształtowanie nawet najbardziej skomplikowanych elementów oraz obróbka materiałów wyjątkowo trudnych do skrawania konwencjonalnymi metodami, takich jak stal hartowana czy węgliki spiekane.
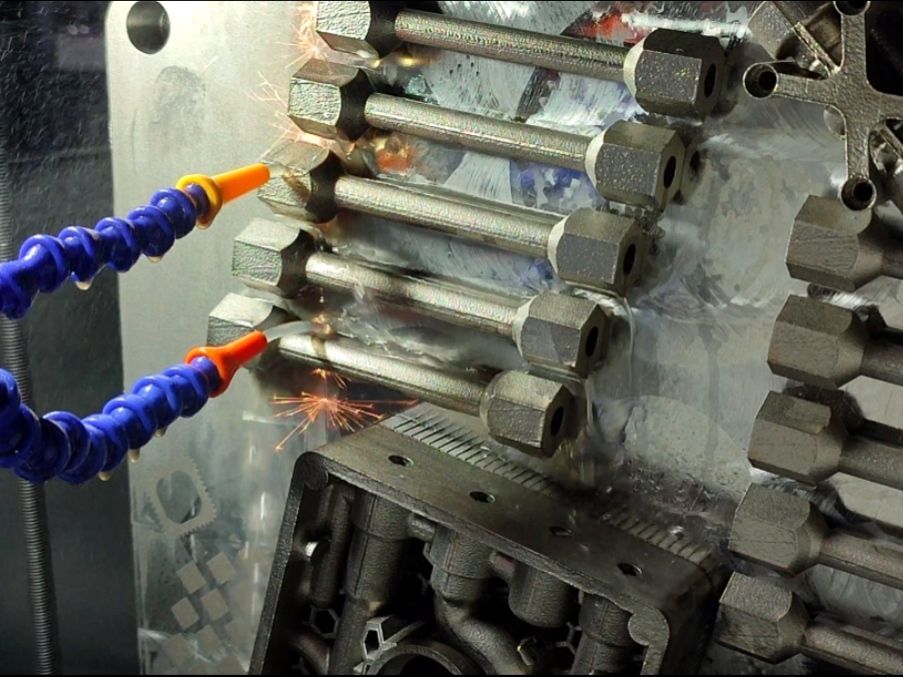
Proces elektroerozyjny polega na generowaniu krótkotrwałych wyładowań elektrycznych między elektrodą a obrabianym przedmiotem. Drut jest stale chłodzony i przepłukiwany przez płyn dielektryczny (zazwyczaj woda dejonizowana).
Poszczególne etapy procesu:
- Generowanie impulsów elektrycznych: źródło zasilania wytwarza serię impulsów elektrycznych o wysokim napięciu (rzędu kilkudziesięciu do kilkuset woltów) i niskim natężeniu (rzędu miliamperów do amperów), które są przesyłane do elektrody.
- Tworzenie kanału plazmowego: w momencie, gdy elektroda zbliża się do powierzchni obrabianego przedmiotu na odległość rzędu mikrometrów, dielektryk zostaje „przebity”, tworząc kanał plazmowy, przez który przepływa prąd.
- Wyładowanie elektryczne: prowadzi ono do gwałtownego nagrzania się i w efekcie do stopienia lokalnego obszaru obrabianego przedmiotu, temperatura w obrabianym obszarze może osiągać nawet 10 000°C.
- Odparowanie materiału: część stopionego materiału odparowuje, a reszta tworzy mikroskopijne cząstki, które są wypłukiwane przez dielektryk.
- Chłodzenie i usuwanie produktów erozji: płyn dielektryczny ma za zadanie nie tylko ochładzać strefę obróbki, usuwa też produkty erozji, dzięki czemu zapewniona jest czystość całego procesu.
- Kontrola pozycji i parametrów obróbki: system sterowania kontroluje precyzyjne pozycjonowanie elektrody, a także czas trwania impulsów, przerwy między nimi, natężenie i napięcie prądu.
Dzięki tym złożonym mechanizmom możliwe jest osiągnięcie niezwykle wysokiej dokładności i jakości powierzchni, co czyni elektrodrążenie jedną z najdokładniejszych metod obróbki metali przewodzących prąd.
Nowy wymiar precyzji
Elektrodrążarka drutowa SC550 to zaawansowane urządzenie o wysokiej dokładności i powtarzalności, przeznaczone do pracy w branżach wymagających maksymalnej precyzji wykonania.
Umożliwia ona tworzenie nawet najbardziej skomplikowanych kształtów, co jest dużym atutem zarówno dla branż przemysłowych. Może być też wykorzystana do wytwarzania pojedynczych designerskich produktów.
Dzięki dużemu stołowi roboczemu o wymiarach 880 x 570 mm, maksymalnej wysokości cięcia 300 mm (500 mm) oraz prędkości cięcia do 250 mm²/min, urządzenie idealnie sprawdza się przy realizacji zarówno jednostkowych prototypów, jak i złożonych projektów badawczych.
Zakup elektrodrążarki SC550 to kolejny, ważny etap rozwoju działalności badawczo-rozwojowej Hydropress Hydraulika Siłowa. Urządzenie doskonale uzupełnia pozostałe technologie obróbcze, pozwalając nam oferować jeszcze szerszy zakres usług, od projektowania i prototypowania, po precyzyjną realizację detali o wysokim stopniu złożoności.
Dzięki nowej maszynie możemy skuteczniej wspierać naszych partnerów biznesowych w realizacji innowacyjnych projektów, zwiększając jednocześnie efektywność i jakość prac, prowadzonych przez inżynierów Działu R&D Hydropress.
Korzyści dla klientów
Wprowadzenie elektrodrążarki SC550 do naszego centrum to konkretne korzyści dla naszych Klientów:
- Większa precyzja wykonania nawet najbardziej skomplikowanych elementów.
- Możliwość obróbki trudnoskrawalnych materiałów, w tym stali hartowanych i węglików spiekanych.
- Lepsza jakość powierzchni obrabianych elementów, co często eliminuje potrzebę dodatkowej obróbki wykańczającej.
- Większa elastyczność projektowa – możliwość realizacji niestandardowych i prototypowych zadań.
- Kompleksowa obsługa – od koncepcji, przez projekt, po wykonanie gotowego detalu.
Zapraszamy do współpracy i realizacji projektów, z wykorzystaniem nowej technologii EDM.