

Aktualności AMTH i przypadki użycia druku 3D z metali

Konferencja - Forum Rozwiązań dla Obronności Termin : 18 czerwca 2026 r. Miejsce: Wrocław / siedziba DOPAK Skracanie drogi od projektu do testów produkcyjnych Forum Rozwiązań dla Obronności, organizowane przez firmę Dopak w ramach cyklu "Forum Rozwiązań dla..." poświęcone było nowoczesnym technologiom, wspierającym sektor militarny oraz współpracy przemysłu z siłami zbrojnymi. Jedną z prelegentek forum była Katarzyna Czarkowska, Inżynier R&D Hydropress/AMTH, która zaprezentowała wystąpienie pt. „Druk 3D z metalu w obronności. Przyspieszenie cyklu od projektu do testów produkcyjnych”. Prelekcja skupiła się na roli technologii addytywnych w transformacji procesów projektowania i wytwarzania komponentów dla sektora obronnego. Szczególny nacisk został położony na możliwość znaczącego skrócenia czasu przejścia od fazy koncepcyjnej do testów funkcjonalnych, co ma kluczowe znaczenie w dynamicznie zmieniającym się środowisku technologicznym i operacyjnym. Forum Rozwiązań dla Obronności to platforma wymiany wiedzy pomiędzy ekspertami, przedstawicielami wojska oraz przemysłu technologicznego. Oprócz części konferencyjnej wydarzenie stworzyło przyjazną przestrzeń do networkingu i budowania współpracy przy projektach o znaczeniu strategicznym dla rozwoju krajowego sektora obronnego. Nasz aktywny udział podkreślił zaangażowanie Hydropress/AMTH w rozwój innowacyjnych technologii wytwórczych oraz w ich praktyczne zastosowanie w wymagających warunkach przemysłu obronnego. Dziękujemy wszystkim uczestnikom wydarzenia za zainteresowanie naszymi realizacjami i za inspirujące rozmowy. Do zobaczenia na kolejnych wydarzeniach. Zapraszamy do kontaktu z naszym działem R&D: office@amth.pl

2 dennice do silnika rakietowego Nowoczesne technologie przyrostowe coraz śmielej znajdują zastosowanie w projektach inżynieryjnych o najwyższych wymaganiach. Jednym z takich przykładów jest nasza realizacja 2 aluminiowych dennic do silnika rakietowego R7 Orzeł, wykonanych w technologii DMLS/SLM. Komponenty zostały wydrukowane do projektu SimBa, realizowanego przez studentów Koła Naukowego SimLE na Politechnice Gdańskiej. Dennice stanowiły element silnika hybrydowego rakiety R7 Orzeł, ponad czterometrowej konstrukcji, zaprojektowanej i zbudowanej w całości przez studentów. Wysoka precyzja i wytrzymałość Projekt stanowi doskonały przykład wykorzystania druku 3D z aluminium do produkcji zaawansowanych elementów dla branży aerospace. Technologia przyrostowa umożliwiła wykonanie komponentów o wysokiej precyzji w korzystnej cenie, przy jednoczesnym zachowaniu odpowiednich parametrów wytrzymałościowych. Wymiary dennicy: ∅ 165mm Masa dennicy: ok 1640g Czas druku 3D: ok 10h Materiał: AlSi10Mg Obróbka: termiczna + CNC Sukces rakiety R7 Orzeł Rakieta wystartowała podczas międzynarodowych zawodów FAR-OUT 2026, organizowanych na pustyni Mojave w Kalifornii przez Friends of Amateur Rocketry. Misja zakończyła się pełnym sukcesem - rakieta została bezpiecznie wystrzelona oraz w pełni odzyskana po locie. „31 maja o godz. 23.00 czasu polskiego rakieta R7 Orzeł wzniosła się w powietrze. Jest to zwieńczenie miesięcy ciężkiej pracy oraz potwierdzenie, że program rakietowy SimBa może sięgać gwiazd” - podsumowała Amelia Michalewska, zastępczyni koordynatora projektu SimBa. Zespół Politechniki Gdańskiej zajął 4. miejsce na świecie oraz 2. miejsce wśród polskich drużyn uczestniczących w konkursie. Cieszymy się, że inżynierowie z naszego Działu RnD mogli wesprzeć tak ambitny projekt młodych inżynierów i dołożyć swoją cegiełkę do sukcesu rakiety R7 Orzeł na arenie międzynarodowej. Serdecznie gratulujemy wyniku i trzymamy kciuki za kolejne projekty zespołu SimLE.

Xperience Day Nuclear Termin : 9 czerwca 2026 r. Miejsce: Niemcy / siedziba EOS oraz siedziba AMCM GmbH Kilka dni temu mieliśmy okazję uczestniczyć w wyjątkowym wydarzeniu Xperience Day Nuclear , które odbyło się w siedzibach EOS oraz AMCM GmbH. Spotkanie zgromadziło ekspertów z całej Europy, tworząc niepowtarzalną przestrzeń do wymiany wiedzy i doświadczeń na temat wykorzystania technologii addytywnych w sektorze energetyki jądrowej. Jednym z najważniejszych punktów programu była prezentacja zaawansowanych systemów AMCM M 8K i M 4K oraz możliwość obejrzenia największych dostępnych maszyn, wykorzystujących technologię DMLS. Uczestnicy mieli okazję rozmawiać bezpośrednio z inżynierami AMCM, odpowiedzialnymi za projektowanie tych rozwiązań, dyskutując o kierunkach rozwoju przemysłowego druku 3D z metalu. Podczas wydarzenia szczególną uwagę poświęcono wyzwaniom stojącym przed branżą jądrową, takim jak: wysokie wymagania jakościowe, bezpieczeństwo, ekstremalne obciążenia termiczne, kwalifikacja materiałów, skracanie czasu realizacji kluczowych komponentów. Produkcja addytywna coraz częściej postrzegana jest jako technologia, która pozwala sprostać tym wymaganiom, dzięki możliwości tworzenia złożonych, wysoce zintegrowanych konstrukcji oraz znaczącemu skróceniu czasu produkcji tj. z kilku lat do kilku miesięcy, a nawet tygodni. Xperience Day Nuclear był nie tylko okazją do poznania najnowszych technologii, ale także inspirującym forum otwartej dyskusji o przyszłości energetyki jądrowej i roli, jaką może odegrać w niej druk 3D z metalu. Wróciliśmy z wydarzenia z nową wiedzą, wartościowymi kontaktami oraz pomysłami, które mogą znaleźć praktyczne zastosowanie w naszych p0rzyszłych projektach. Zapraszamy do kontaktu: office@amth.pl

Miło nam poinformować, że AMTH prezentuje się na jubileuszowej, 30. edycji Międzynarodowych Targów Przetwórstwa Tworzyw Sztucznych i Gumy PLASTPOL. Jak co roku jest to bardzo oczekiwane wydarzenie dla ekspertów tej branży z całego świata. Termin : 19–22 maja 2026 r. Miejsce: Targi Kielce / Hala 6 Stoisko nr 2 Serdecznie zapraszamy do odwiedzenia stoiska naszego partnera biznesowego Dopak, gdzie jako AMTH prezentujemy przykłady zastosowania druku 3D w różnych branżach, w tym wydruk form wtryskowych z indywidualnie zaprojektowanymi kanałami odprowadzającymi ciepło. Będzie to doskonała okazja do rozmowy z naszymi ekspertami o Państwa aktualnych wyzwaniach produkcyjnych i możliwościach wsparcia prowadzonych przez Państwa projektów w kontekście: obniżenia kosztów produkcji małoseryjnej skrócenia czasu realizacji prototypów zoptymalizowania gospodarki magazynowej Plastpol od lat pozostaje jednym z kluczowych wydarzeń branżowych. Tegoroczna, jubileuszowa edycja zgromadziła ponad 600 firm z 29 krajów, prezentujących najnowsze rozwiązania dla przemysłu tworzyw sztucznych i gumy - od innowacyjnych materiałów po zaawansowane technologie i procesy produkcyjne. Targi to nie tylko ekspozycja technologii, ale również świetna przestrzeń do wymiany wiedzy i doświadczeń podczas konferencji branżowych, seminariaów eksperckich, paneli dyskusyjnych oraz spotkań networkingowych. Od lat wspierają one rozwój współpracy biznesowej i transfer know-how w branży. Do zobaczenia w Kielcach! Zapraszamy do kontaktu: office@amth.pl

Poznań Motor Show 2026 – gdzie spotyka się historia i przyszłość motoryzacji Tegoroczna edycja Poznań Motor Show 2026 po raz kolejny udowodniła, że motoryzacja to nie tylko emocje i design, ale także dynamicznie rozwijająca się technologia. W halach Międzynarodowe Targi Poznańskie spotkały się legendy motoryzacji z rozwiązaniami, które jeszcze niedawno wydawały się futurystyczne. Targi odbywały się w dniach 23-26 kwietnia, oferując odwiedzającym dostęp do setek modeli samochodów – od miejskich aut, przez elektryki, aż po duże SUV-y. Szczególnym zainteresowaniem cieszyła się strefa Super i Luxury Cars, gdzie można było zobaczyć wyjątkowe pojazdy o imponujących osiągach. Nie zabrakło także rozbudowanej strefy motocyklowej oraz prezentacji nowości w zakresie odzieży technicznej i systemów bezpieczeństwa. Na targach pojawiły się także znane postacie motorsportu, m.in.: Bartosz Zmarzlik – wielokrotny mistrz świata na żużlu, Kajetan Kajetanowicz – mistrz Europy i kierowca WRC, Gosia Rdest – zawodniczka startująca w Alpine ELF Cup Series, Karolina Pilarczyk – „Królowa Polskiego Driftu”, Kuba Przygoński – uczestnik Rajdu Dakar. Dla fanów adrenaliny przygotowano pokazy driftu i stuntu, gdzie profesjonalni kierowcy prezentowali jazdę na granicy możliwości. Druk 3D w motoryzacji – kluczowe zastosowania Podczas wizyty na targach przedstawiciele AMTH odwiedzili liczne stoiska. Wyraźnym zainteresowaniem cieszył się temat roli druku 3D w motoryzacji, zarówno z metalu, jak i tworzyw sztucznych. To już nie ciekawostka technologiczna, lecz realne narzędzie do rozwiązywania problemów. Zalety zastosowania wytwarzania addytywnego: w motorsporcie – redukcja masy i niemal nieograniczona personalizacja elementów tuningowych, w samochodach zabytkowych – produkcja niskoseryjna i odtwarzanie niedostępnych części, w przemyśle motoryzacyjnym – szybkie prototypowanie i optymalizacja geometrii komponentów przy szerokim wyborze materiałów. Jeśli potrzebujesz części, której nie znajdziesz już w katalogu producenta, planujesz unikalny projekt karoserii lub chcesz zoptymalizować proces produkcyjny – warto rozważyć właśnie tę technologię. Zapraszamy do kontaktu: office@amth.pl

Reprezentanci AMTH na oficjalnym odsłonięciu rakiety R7 „Orzeł” 13 kwietnia 2026 r. o g. 13.00 odbyło się uroczyste odsłonięcie rakiety R7 Orzeł - najnowszej konstrukcji studentów międzywydziałowego koła naukowego SimLE Politechniki Gdańskiej. W wydarzeniu udział wzięli nie tylko twórcy projektu, lecz także przedstawiciele władz uczelni, partnerzy oraz sponsorzy, w tym także reprezentanci AMTH, którzy mieli okazję z bliska zapoznać się z efektem kilkuletniej pracy studentów. Oficjalne odsłonięcie rakiety było okazją do podkreślenia roli współpracy między środowiskiem akademickim a biznesem. Obecność przedstawicieli AMTH wpisuje się w ten dialog, pokazując znaczenie zaangażowania różnych środowisk w rozwój nowoczesnych technologii. R7 „Orzeł” na pułapie 3 km Czterometrowa rakieta badawcza zdolna jest osiągnąć pułap około 3 kilometrów. Konstrukcja wyróżnia się zastosowaniem hybrydowego napędu, autorskiej awioniki oraz nowoczesnej stacji naziemnej. Już w maju „Orzeł” przejdzie swoje najważniejsze testy podczas międzynarodowych zawodów rakietowych FAR-OUT na pustyni Mojave w Kalifornii, gdzie zespoły z całego świata sprawdzają swoje konstrukcje w warunkach zbliżonych do profesjonalnych misji rakietowych. Podczas prezentacji szczególną uwagę zwrócono na innowacyjne rozwiązania technologiczne, które odróżniają R7 „Orzeł” od wcześniejszych projektów zespołu. Jednym z nich jest zastosowanie zbiornika strukturalnego, pełniącego jednocześnie funkcję magazynu paliwa oraz elementu nośnego całej konstrukcji. Takie podejście pozwoliło na optymalizację masy oraz zwiększenie wytrzymałości rakiety. Konstrukcja została wykonana z materiałów o wysokim stosunku wytrzymałości do masy, takich jak aluminium oraz kompozyty z włókna węglowego i szklanego. Dzięki temu możliwe było zachowanie odporności na duże przeciążenia przy jednoczesnym ograniczeniu masy całkowitej. "Zbudowaliśmy największą rakietę w SimBie bez know-how z poprzedniej iteracji. Znaczną część rakiety zbudowaliśmy od zera – zaliczaliśmy wzloty i upadki, lecz ucząc się na własnych błędach stworzyliśmy konstrukcję, która przejdzie do historii" – podkreśla Amelia Michalewska, zastępczyni koordynatora programu rakietowego SimBa. Zastosowany napęd hybrydowy wykorzystuje parafinę jako paliwo oraz podtlenek azotu jako utleniacz. Rozwiązanie to zapewnia większe bezpieczeństwo w porównaniu z klasycznymi silnikami na paliwo stałe, ponieważ proces spalania może być kontrolowany i w razie potrzeby natychmiast przerwany. Dodatkowo właściwości parafiny umożliwiają uzyskanie wyższego ciągu niż w przypadku starszych technologii. Rakieta została również zaprojektowana jako platforma badawcza. Przewidziano w niej przestrzeń na ładunki w standardzie 3U (CubeSat), co umożliwia integrację różnorodnych eksperymentów – od badań biologicznych po testy materiałowe i elektroniczne. Takie rozwiązanie otwiera możliwości współpracy z innymi zespołami oraz instytucjami naukowymi, symulując realne misje komercyjne polegające na wynoszeniu ładunków badawczych. Projekt powstał w ramach programu rakietowego SimBa, nad którym studenci pracowali przez kilka lat. Było to przedsięwzięcie wymagające intensywnej współpracy międzywydziałowej, obejmującej zarówno projektowanie, testowanie nowych materiałów, jak i integrację zaawansowanych systemów. Element rakiety wydrukowany 3D z metalu przez AMTH Istotnym wkładem AMTH w rozwój konstrukcji było wykonanie w technologii druku 3D z aluminium dwóch dennic – górnej i dolnej – zamykających zbiornik paliwa. Elementy te zostały poddane trzykrotnym testom, obejmującym zarówno próby wytrzymałościowe, jak i weryfikację szczelności połączeń, w tym z zaworem bezpieczeństwa. Wszystkie testy zakończyły się pozytywnie, a młodzi konstruktorzy bardzo wysoko ocenili jakość oraz precyzję wykonanych komponentów. Zainteresowało Cię to studium przypadku? Zastanawiasz się, jakie jeszcze projekty realizowaliśmy oraz jak można wykorzystać druk 3D w Twojej firmie – porozmawiaj z naszymi inżynierami. Pomożemy dobrać rozwiązanie idealnie dopasowane do Twoich potrzeb.

Debiut targowy marki AMTH – co wydarzyło się podczas Dni Druku 3D 2026? Tegoroczne Dni Druku 3D, organizowane przez Targi Kielce w ramach wydarzenia Przemysłowa Wiosna STOM 2026, zdecydowanie były jednym z najbardziej „technologicznie konkretnych” segmentów całej imprezy – mniej show, więcej realnych wdrożeń przemysłowych. Przyciągnęły licznych odwiedzających - od inżynierów po właścicieli firm, którzy aktywnie poszukiwali innowacyjnych rozwiązań, do zoptymalizowania swoich biznesów. Nasze stoisko było debiutem naszego brandu AMTH, dedykowanego usługom Hydropress w obszarze technologii addytywnych (AM). Stało się przestrzenią intensywnych rozmów i wymiany doświadczeń. To właśnie tutaj odwiedzający szukali konkretnych odpowiedzi: jak usprawnić produkcję, jak zwiększyć efektywność i które dokładnie komponenty warto drukować z metalu. Jedno jest pewne - zainteresowanie drukiem 3D z metalu przerosło nasze oczekiwania. To wyraźny sygnał, że rynek jest gotowy na nowe technologie i widzi w nich realne wsparcie dla stabilności łańcuchów dostaw oraz rozwoju produkcji. Najczęściej zadawane pytania przez odwiedzających zestawiamy poniżej. Jakie materiały wykorzystuje się w druku 3D z metali? Druk 3D z metalu (DMLS/SLM) to dziś nie tylko ciekawostka technologiczna, ale strategiczne narzędzie rozwoju. Dzięki szerokiemu wachlarzowi proszków metalicznych możliwe jest dopasowanie materiału do niemal każdej aplikacji. Wśród najczęściej stosowanych znajdują się: aluminium stal narzędziowa i nierdzewna tytan stopy niklu i miedzi Na naszym stoisku prezentowaliśmy różnorodne zastosowania – od hydrauliki siłowej, przez przemysł, aż po design i medycynę (m.in. tytanowe elementy implantów). Szczególną uwagę odwiedzających przyciągnął wielkogabarytowy wymiennik ciepła firmy Sintavia – poświęciliśmy mu osobny wpis. Jaka jest wytrzymałość elementów drukowanych z metali? To jedno z najczęstszych pytań - i jedno z najważniejszych w przemyśle. Elementy wytwarzane w technologii druku 3D z metali osiągają wytrzymałość porównywalną, a często nawet wyższą niż te produkowane metodami konwencjonalnymi, takimi jak odlew. Co więcej, dzięki optymalizacji geometrii możliwe jest jednoczesne zmniejszenie masy komponentów. Dla firm szukających precyzji i swobody projektowania oferujemy: druk 3D z metalu (DMLS/SLM) – idealny do skomplikowanych, wytrzymałych komponentów o geometrii niemożliwej do uzyskania konwencjonalnymi metodami druk 3D z tworzyw (SLS) – świetne rozwiązanie dla produkcji jednostkowej i małoseryjnej oraz złożonych kształtów Ile trwa i ile kosztuje druk 3D z metali? Przy tak innowacyjnej technologii wszystko zależy od wielu kluczowych czynników. Czas realizacji zależy od: objętości i wysokości modelu rodzaju materiału Koszt z kolei uzależniony jest od: przygotowania modelu 3D wielkości i masy elementu wybranego materiału obróbki końcowej (np. CNC, obróbka cieplna) dodatkowych usług (skanowanie 3D, testy, badania) Podsumowanie Targi STOM 2026 potwierdziły jedno: przemysł nie tylko interesuje się technologiami addytywnymi – on jest już gotowy, by je wdrażać na szeroką skalę. Dziękujemy wszystkim, którzy odwiedzili nasze stoisko i podzielili się swoimi wyzwaniami oraz pomysłami. Takie rozmowy są dla nas ogromną inspiracją. Chcesz zoptymalizować swój biznes? Jeśli zastanawiasz się, jak wykorzystać druk 3D w swojej branży – porozmawiaj z naszymi inżynierami. Pomożemy dobrać rozwiązanie idealnie dopasowane do Twoich potrzeb.

Personalizacja designu W segmencie okularów premium, ograniczeniem bywa konflikt między odważnym wzornictwem a ergonomią, masą i możliwością wykonania krótkich serii bez kosztownego oprzyrządowania. W tym przypadku zastosowano laserowy druk 3D w tytanie, aby przenieść złożone projekty w produkt końcowy oraz umożliwić dopasowanie do wymiarów użytkownika. Oprawki są wytwarzane z proszku tytanowego i oferują poziom personalizacji trudny do uzyskania w klonwencjonalnych technologiach. To wdrożenie jest ważne, ponieważ pokazuje przewagę AM tam, gdzie decydują jednocześnie design, dopasowanie oraz elastyczna produkcja bez konieczności utrzymywania zaplecza magazynowego.
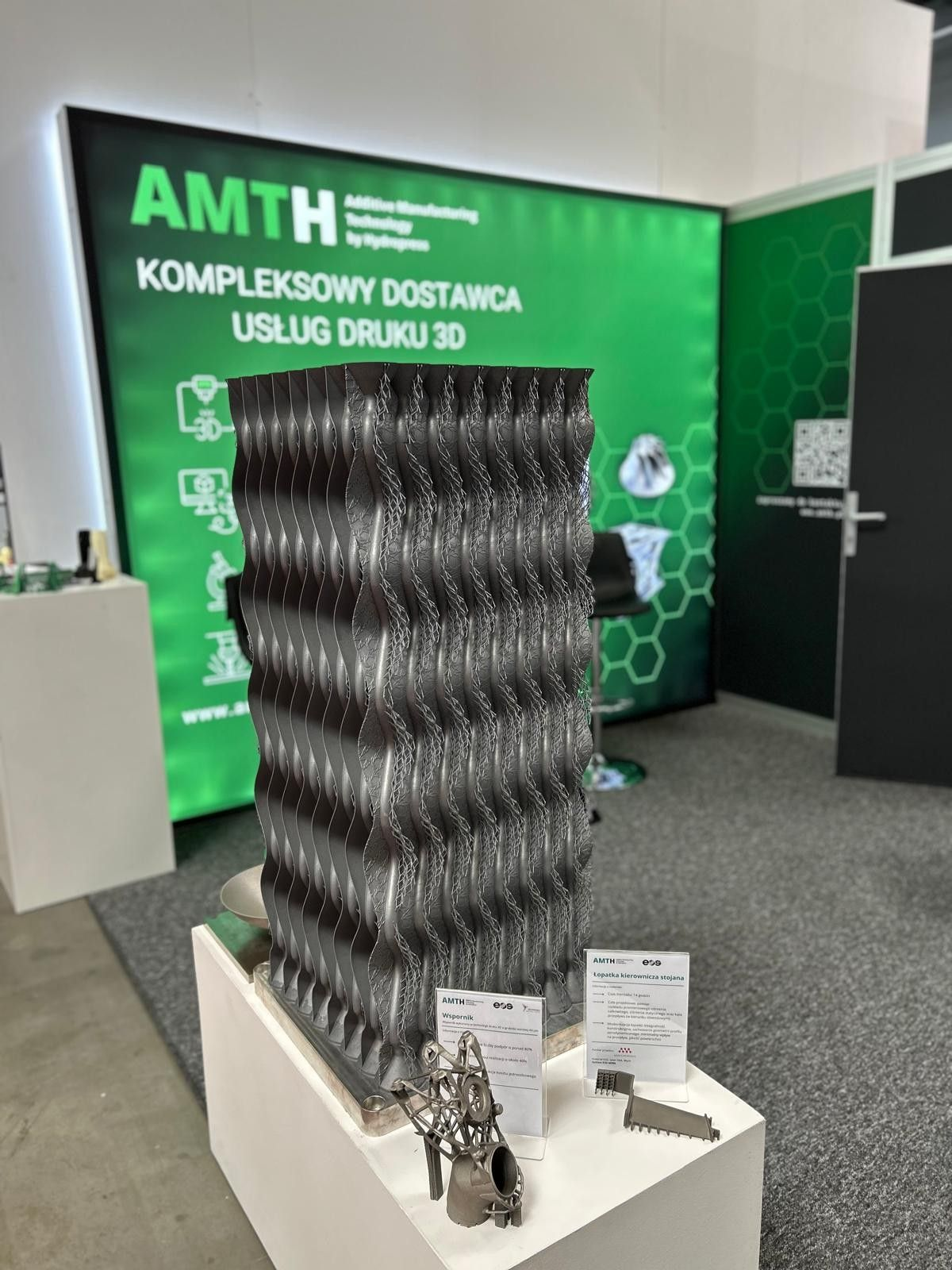
12 dni nieprzerwanego drukowania Amerykańska firma Sintavia, specjalizująca się w addytywnym wytwarzaniu z metali dla sektora lotniczego i przemysłowego, zrealizowała przełomowy projekt - komponent przeznaczony do chłodzenia silników jednostek morskich, który powstawał przez 12 dni ciągłego drukowania. Projekt wyróżniający się skalą został zaprezentowany na naszym stoisku AMTH podczas Targów STOM w Kielcach, zlokalizowanym w hali, poświęconej technologiom druku 3D. Prezentacja wzbudziła duże zainteresowanie odwiedzających i potwierdziła rosnącą rolę technologii addytywnych w przemyśle ciężkim oraz sektorze morskim.

W lotnictwie problemem bywa złożony montaż zespołów (wiele elementów łączonych spawaniem i lutowaniem), co podnosi koszty, ryzyko wad oraz czas dostaw. Zastosowanie druku 3D pozwoliło wykonać końcówkę dyszy paliwowej jako pojedynczy element zamiast ok. 20 części łączonych konwencjonalnie - wcześniej były spawane i lutowane. Dysza paliwowa to komponent odpowiedzialny za precyzyjne podanie i mieszanie paliwa w komorze spalania, więc jakość i powtarzalność tych elementów są krytyczne. W praktyce uzyskano redukcję masy o ok. 25% oraz przejście do produkcji wielkoseryjnej, co jest jednym z najmocniejszych argumentów biznesowych za technologią AM z metalu.
Bądź na bieżąco z nowościami!
Jesteśmy podekscytowani, mogąc podzielić się z Tobą najnowszymi wiadomościami ze świata druku 3D.
Zapisz się do naszego newslettera, żeby być jednym z pierwszych, którzy dowiadują się o postępach naszego projektu i efektach badań.
Zostaw swój e-mail, aby:
- Otrzymywać relacje z kluczowych wydarzeń AMTH
- Być informowanym o najciekawszych zamówieniach komercyjnych.
- Mieć dostęp do ekskluzywnych treści i promocji.
